关键词 |
四平翅片管,翅片管,四平翅片管,宣武翅片管 |
面向地区 |
全国 |
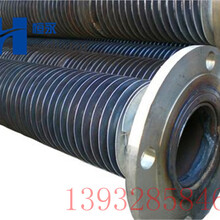
高频焊螺旋翅片管是一种新型、耐磨、的换热材料,是一种节能换热元件,它采用专利技术利用高频焊接生产工艺,以高频电源为热源,将钢带、钢管同时加热,使其熔焊在一起成为一体,具有换热、散热面积大、使用寿命长、适应温度范围广、承受压力高等特点。广泛用于余热回收,石油化工,电站锅炉,省煤器,客车,工民建筑采暖,制冷,医药烘干,木材烘干,粮食烘干系统及其它工业中。
高频焊螺旋翅片管是一种传热元件。它的传热面积为光管的几倍至几十倍,能强化传热,降低流动阻力,减少金属消耗量,从而提高了换热设备的经济性和运行可靠性。目前,高频焊螺旋翅片管已广泛应用于化工、电力、冶金、石化、锅炉、建材、轻纺、环保、干燥、医学等领域。
高频焊翅片特点“1、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、 防腐性能、耐磨性能、低的接触热阻 、高的稳定性、防积灰能力。3、换热面积大。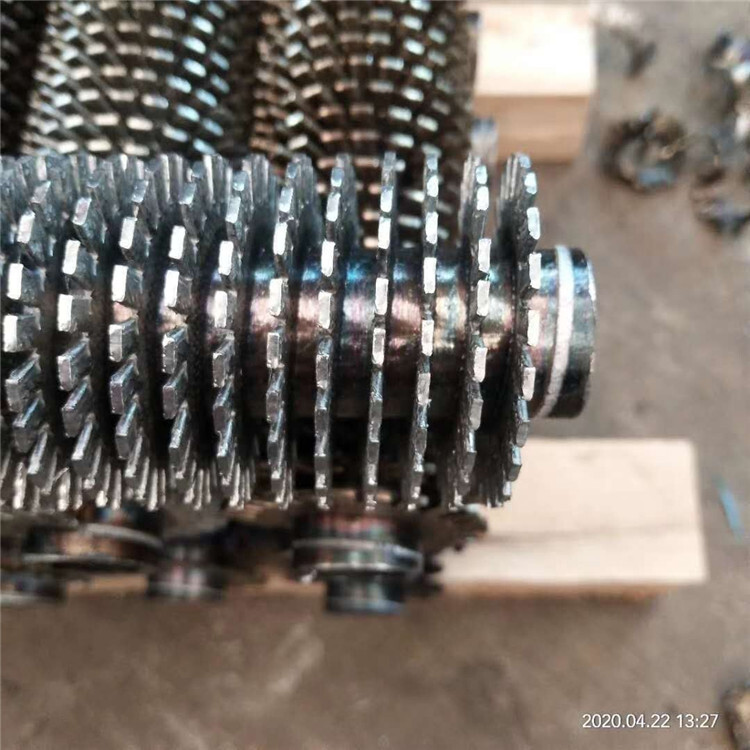
高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、功率、工件成形角度、挤压力、电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的方法。
三辊斜轧整体型螺旋翅片管其制造原理为:在光管内衬一芯棒,经轧辊刀片的转动 推动,无缝钢管通过轧槽与芯头组成的孔腔在其外观面上加工出翅片。这种方式生产出的翅片管因基管与外翅片是一个有机的整体,因此不存在接触热阻损耗的问题,具有相当高的传热效率。三辊斜轧法与焊接法相比,该生产线具有,原料耗用低,且生产的翅片管换热率高等明显优势。
高频高频焊螺旋翅片管是当前应用为广泛的螺旋翅片管之一,现广泛应用在电力、冶金、水泥行业的余热回收及其石化等行业。高频焊螺旋翅片管是在钢带缠绕钢管的同时 ,利用高 频 电流的集肤效应和邻近效应,对钢带和钢管外观面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方式相比,不论是在产品质量(翅片的焊合率高,达到95%),还是生产效率及自动化程度上,都是更为。
全国翅片管热销信息
站内来访