





关键词 |
泰州翅片管,翅片管,泰州翅片管,大兴翅片管 |
面向地区 |
全国 |
高频焊翅片管是在钢管上绕钢带,边缠绕边用高频电流焊接而成。它的优点是成本低。在散热器常用材料中,钢带应该是便宜的材料。它的缺点是:1)高频焊消耗电能高,号称电老虎。2)一般达不到满焊,接触热阻大。3)受工艺限制,片高一般不大于15毫米,片距较大,因而散热面积不够大,热效率不算高。4)钢管和钢带易生锈,当供暖管道采用塑料管时,散热器的水道还用钢管,相形见绌。有些生产者已意识到这是一个过度性产品。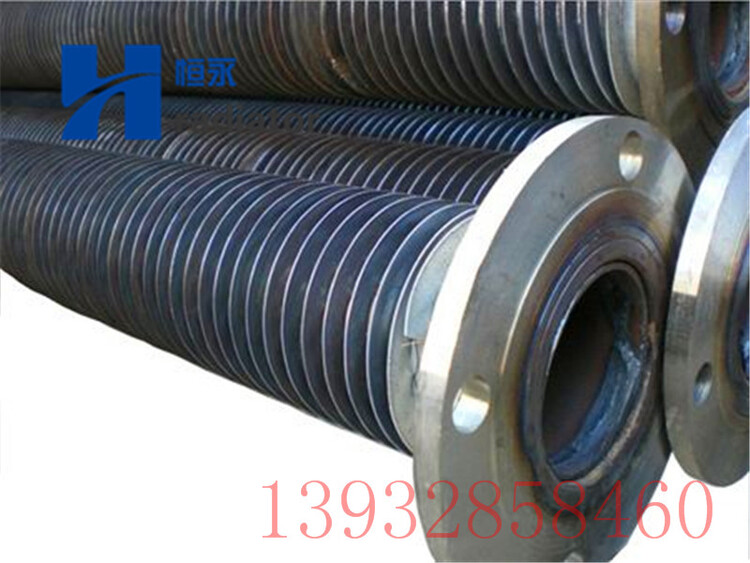
高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是化较强的焊接方法,要根据产品配备设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。
高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、功率、工件成形角度、挤压力、电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的方法。
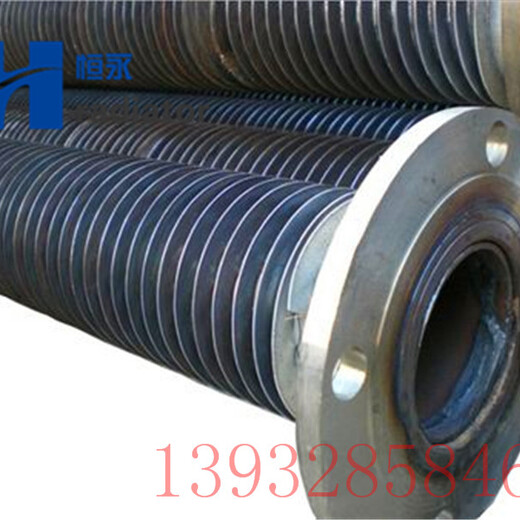
加厚的国标无缝钢管作为翅片管的基管。工业翅片管散热器在原有散热效果好的基础上,开发研制了不使用挡板做封头,换做使用大于散热器主管的光管为封头,在原有散热量的基础上不仅仅提高了散热效果,关键是散热器承压能力的提高,散热器管径比较粗,供水试压瞬间压力大,避免老套的挡板做封头突然鼓裂的众多意外。管径主要型号20(6分)、25(1寸)、32(1寸2)、40(一寸半)、60(2寸)、76(2寸半)、89(3寸)、114(4寸)。 翅片管散热器在进行安装的时候应该禁止直接使用进出口管路来作为支撑支架并且根据其介质的不同设置其不同的疏水阀,只有如此才能够翅片散热器拥有更加稳定且散热性能。
高频焊翅片管散热器,组合式的翅片管换热器,两种不同的介质,流量也不一样,所以这个翅片管换热器有点特殊,为一大一小的组合形式。 目前,管程压力试验已经完毕,壳程还需做0.1Mpa的气压检测,壳程在正常风机压力下不产生跑风的现象。 这种翅片管换热器是立式结构,两侧有安装支架,翅膀形状,只需与现场的支架就位后用螺丝螺栓固定连接就可以了,安装较为方便。圆变方的接口是与风机风管相连接的,尺寸规格都是根据标准要求制造,再把管路法兰与介质连接,装上阀门就可以使用。 翅片管换热器还需外观几何尺寸的检验,再出具检测报告。表面除油除锈,再经过几道油漆处理工艺就可以发货了
这种钢制高频焊接翅片管为元件制造的对流散热器
套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。
| 主营行业:暖气片/散热器 |
| 公司主营:暖气片,散热器 |
| 主营地区:河北冀州 |
| 企业类型:有限责任公司(自然人独资) |
| 注册资金:人民币500000万 |
| 公司成立时间:2018-02-28 |
| 经营模式:贸易型 |
| 最近年检时间:2019年 |
| 登记机关:冀州区市场监督管理局 |
| 经营范围:新型散热器的研发、销售,暖通设备、水暖器材、翅片管散热器、燃气壁挂炉、家用暖气换热器、水电暖气片、玻璃钢暖通设备、玻璃钢生产设备、玻璃钢原材料、玻璃钢制品的销售;货物或技术进出口(国家禁止或涉及行政审批的货物和技术进出口除外)。(依法须经批准的项目,经相关部门批准后方可开展经营活动) |
| 公司邮编:053000 |
| 公司电话:0318-7973232 |
全国翅片管热销信息
站内来访