伊犁哈萨克翅片管





- ¥38.00
- 2024-03-30 01:20:59
- 翅片管,高频焊翅片管,锅炉用翅片管,大棚..
- 韩福江 13932858460
- 衡水恒永暖通科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
铜管串铝片是在薄壁铜管上串上用铝箔冲压而成的圆形或方形铝片,然后用胀管技术,消除铜管与铝片之间的间隙。它的优点是铝片可做成任意大小,不受限制。它的缺点是:1)由于铝比铜软,不管采用什么样的胀管技术,两者的结合不可能很紧,再加上热胀冷缩的变化,时间一长就会产生松动,一旦松动,热效率就大大降低。2)铝箔非常软,即使压上几道筋,也改变不了它的软弱本性,一碰就倒,不便于清扫。肖曰嵘教授指出:可靠,要求产品耐蚀,其它还应包括强度和刚性,这些应是我国对于轻型散热器的要求。铜管串铝片的刚性很差,这是不可否认的事实,但许多人在评价这一产品时,几乎都忘记了这一点。
高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、功率、工件成形角度、挤压力、电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的方法。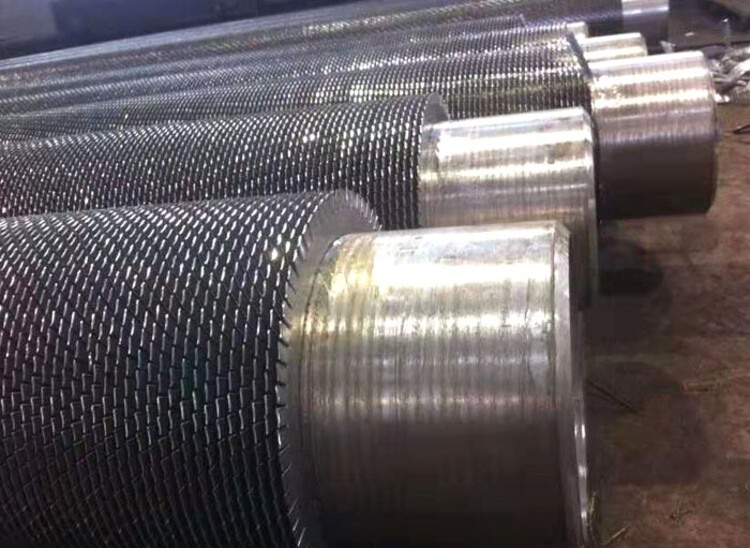
钢制翅片管对流散热器是一种可以进行多种组合多种搭配多种定制的散热器,其可定制生产的种类和型号繁多,不过却也是有几个常用规格的标准,例如钢制翅片管对流散热器中所使用的内部机芯排管数通常都是4根或者6根的,这是常见数量,也是标准数量。而且排管的管径也是一6分管管径和1寸管管径来进行的主要选择。当然这些都是可以根据实际情况和用户的实际需求来进行定制生产的。 钢制翅片管对流散热器是一种适用于民用和工业使用的性能的散热器,因为其产品本身是进行了非常的处理的。例如在外部的导流板外罩上面,除却了颜色方面的多种多样,而且在使用方面更可以有效的预防人体烫伤和增加散热器的散热效果和散热功率。再者就是钢制翅片管对流散热器的内部机芯,内部机芯一般都会进行过防腐喷涂的处理,而且机芯是运用高频焊翅片管为原材料,从根本上确保散热器的质量。
钢制翅片管对流散热器高频焊翅片是一种可以进行水汽两用的散热器,在散热性能上面因为其原材料的原因,散热的效果和散热的效率都是非常快的,而且钢制翅片管对流散热器还有一个比较好的特点就是,配套的导流板外罩,冲压着百叶窗式出气孔,在用户使用的过程中,冷空气从底部进入,在内部进行加热之后,再由顶部的百叶窗出气口散出热气,有效的促进了本身散热器的功效。
高频焊翅片管散热器,组合式的翅片管换热器,两种不同的介质,流量也不一样,所以这个翅片管换热器有点特殊,为一大一小的组合形式。 目前,管程压力试验已经完毕,壳程还需做0.1Mpa的气压检测,壳程在正常风机压力下不产生跑风的现象。 这种翅片管换热器是立式结构,两侧有安装支架,翅膀形状,只需与现场的支架就位后用螺丝螺栓固定连接就可以了,安装较为方便。圆变方的接口是与风机风管相连接的,尺寸规格都是根据标准要求制造,再把管路法兰与介质连接,装上阀门就可以使用。 翅片管换热器还需外观几何尺寸的检验,再出具检测报告。表面除油除锈,再经过几道油漆处理工艺就可以发货了
这种钢制高频焊接翅片管为元件制造的对流散热器
高频高频焊螺旋翅片管是当前应用为广泛的螺旋翅片管之一,现广泛应用在电力、冶金、水泥行业的余热回收及其石化等行业。高频焊螺旋翅片管是在钢带缠绕钢管的同时 ,利用高 频 电流的集肤效应和邻近效应,对钢带和钢管外观面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方式相比,不论是在产品质量(翅片的焊合率高,达到95%),还是生产效率及自动化程度上,都是更为。
套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。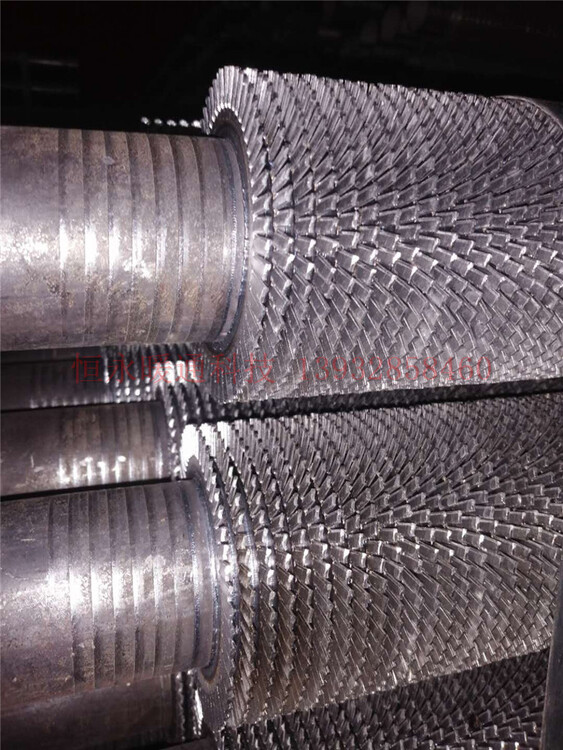
- 恒永
- 翅片管,高频焊翅片管,锅炉用翅片管,大棚..
- 暖通自控设备
- 韩福江



